
A considerable research and evolution in solar photovoltaic have led to sheer price depletions and productive improvements all over the supply chain. When this combined with subsidy inputs from government administration, has led to an enormous growth of this industry.
As per the latest MNRE report, module manufacturing presently perches at just over 2500 MW and is assured to augment further to meet the growing demand. However, the investment you made in solar would be long-term, compensating for 8 years or more. Thus, it is essential to prolong durability, trustworthiness and make particular cost-effectiveness of this investment.
With the experience of more than 20 years in the EVA processing field, Brij has a story of supporting this industry by building high-quality solar cell Encapsulants.
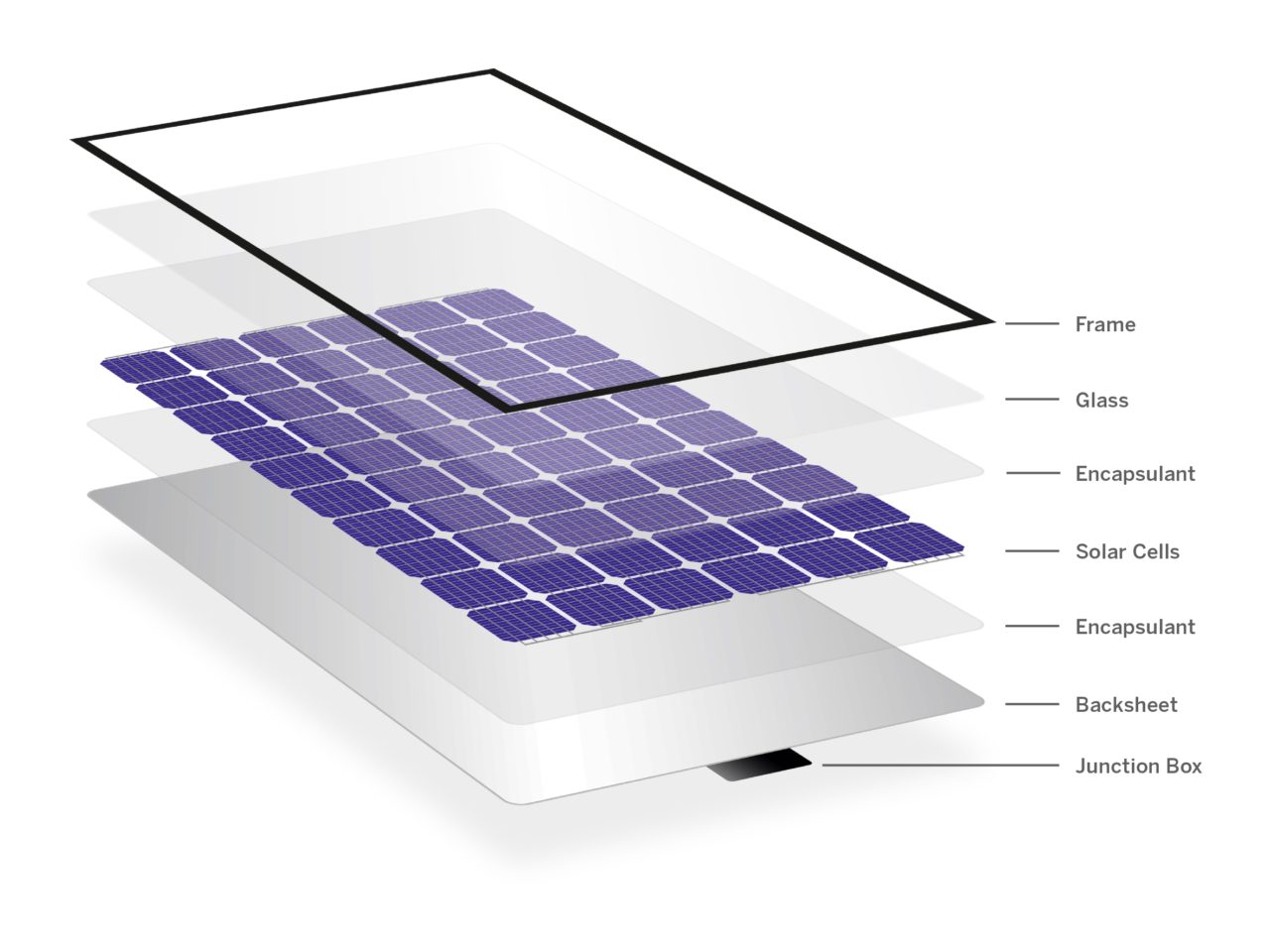
PV Module Basics
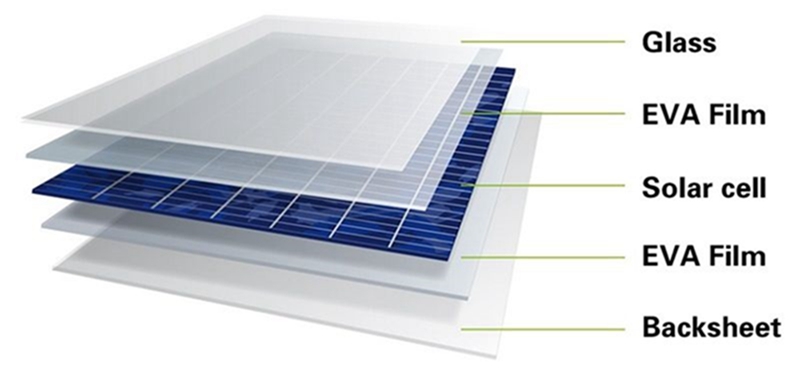
Though looks simple, a crystalline module is a combination of massive engineered materials operating together in pair to tackle energy. Therefore, every element used acts on its quality, longevity and plays an essential factor. One such element is the Ethylene Vinyl Acetate (EVA) Encapsulant.
A PV module is assessed by its electrical performance and its annual degradation, and product lifetime. Thus, an affordable module might appear to be a catchy option today but could be jammed with inferiority elements leading to a short lifetime and low return on investments.
Now you might be thinking of what happens when a solar panel is safeguarded with a less quality Encapsulant? It may lead to different defects like yellowing of module surface, electrical framework, water influx and stratification.
Quality Assurance And Test Standards
Product testing can be defined as the form of quality control in composure to product research and development. Though it is considered the most unvaried and extravagant research and development stage, it is still assertive.
The typical tests for ascertaining the quality of various module elements, especially EVA, are broadly varied and sometimes enigmatic.
Now let’s discuss some of the tests typically used to establish the EVA Encapsulant films.
1.Encapsulant tests
Mostly, all of the tests can be executed on the shop floor systematically to ensure consistency.
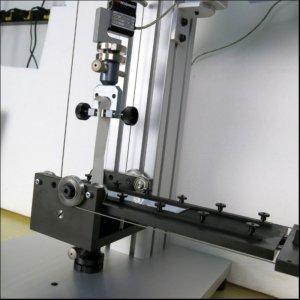
a)Peel Strength (Adhesion test)
Adherence of EVA to granule is the crucial element to the endurance of a module throughout its functional lifetime. Low absorption is a good indicator of expired EVA or disclosure to moisture during transit or even unsuitable laminating conditions. EN 1895 & ASTM D1876 test standards can be followed to determine the peel strength promptly.
b)Gel Content Test (Crosslinking Ratio)
The gel content of EVA is a measure of the degree of crosslinking of the polymer. Lower gel content desires a lower degree of crosslinking, which endangers the long term mechanical righteousness of the module. ASTM D-2765 test standards can be deserved to determine the gel content precisely. Differences of the same are often used to imprecise the gel content values at the shop floor level.
c)Thermal Shrinkage
EVA films have a fundamental inclination to reduce when heated at lamination temperatures. Reduction is usually caused due to process that induces stresses during the building of EVA films. Therefore, it is essential to use it else it might lead to breakage of solar cells, stumble of strings, amongst other stability issues. In general, 2% or fewer shrinkage levels are permissible and are considered as not laminating problems.
2.Module Tests
EVA is an essential component of a solar module, and thus it is critical to evaluate its impact on module lifespan. Now let’s discuss some of the tests that can be performed at the module level which may impact the quality of Encapsulant film:
a)Accelerated Aging
Other testing bodies have formulated several laboratory tests to envisage module output and condition at the end of life to recreate the external environment and facilitate the moderate natural aging process.
Let’s have a look at some tests that are important to the EVA Encapsulant:
- Damp heat test
Determination of the ability of the module to resist the effects of long-term disclosure to humidity and heat is one of the vital aspects of this test. The test contains a systematized procedure according to IEC 61215 wherein the module is subjected to 85°C, 85% relative humidity for 1000 hrs.
- UV Testing
EVA is delicate to UV radiation and undergoes degradation on its continuous exposure. Therefore, it is essential to confirm if this indignity rate is well under the specified limits to ensure long-term stability. While making the UV testing, the module is exposed to 15 kWh/m2 UV light within 280nm to 320nm and 5kWh/m2 in 320 to 385nm spectrum at a temperature of 60°C.
- Thermal Cycling
In actual structure, solar modules, particularly in cold weather, resist temperature changes and, at times, from zero to 30-40 degrees in a single day. It may also lead to thermal exhaustion due to continuous enlargement and contraction of elements. IEC61215 tests this by exposing the modules to 200 cycles between -40°C to 85°C, with the cycle time not exceeding 6 hours.
- Humidity Freeze
The humidity freeze test regulates the capability of the module to resist changes in temperature in fuggy conditions. It evaluates the access of moisture through several layers of solar panels. Under it involves 10 cycles of disclosure to 85°C at 85% RH for the first 20 hrs and -40°C without RH control for the next 4 hours. It is one of the major port tests and examines the quality of adhesion.
b)PID Testing
In recent times, MW scale insertions have propelled the voltage limits of more than 800V leading high potential gradient between the solar cells and the streak frame. There might be changes where the gradient is highly negative, making the leakage current from the module frame to the cell. It may result in impurities from the top glass surface through EVA into the solar cell. In this test, the module is put to a temperature of 60°C with 85% humidity under 1000V load for 96 hours.
Conclusion
Thus, we hope you understand the different test standards used in Solar EVA Encapsulation sheets. A substantial encapsulant needs rigorous quality control, consistent compositions and utilization of the best raw materials.
Even a minute decline of the possessions of the encapsulant extension will weaken the electrical output of the module that is of vital importance to providing a 25 to 30-year working life of a solar module. Moreover, a supreme EVA film should enchant high boom strength, adequate gel content, low abatement and should resist the module tests and harsh environmental conditions with ease.
Brij is the first Indian company to manufacture EVA Encapsulation Films and is the leader in manufacturing IEC 61215 qualified films in the nation. Through constant research and development, in-house testing laboratory, and stringent quality checks, Brij makes sure that each square meter of EVA manufactured encapsulates the modules for 25 years and a lifetime.


{kind=link}
{kind=link}